Ch18
Powder Metallurgy (粉末冶金)
- 優點
- 減少機械加工 elimination or reduction of machining
- 減少廢料產生 scrap is eliminated or reduced
- 高產率
- 複雜形狀
- 多種成份 wide composition variations
- 多種性質 wide property variations
- 缺點
- 強度較差 inferior strength property
- 器具和材料成本較高
- 形狀和尺寸的限制
- 燒結時尺寸變化 dimensional changes during sintering
- 密度變化
- 健康和安全性
- 四個步驟
- 粉末製造
- 混合
- 壓縮 compacting
- 燒結 sintering
- 粉末的重要性質(3顆粒 1表面 流動 密度 壓縮 格林)
- 顆粒形狀, 不規則的粉末在壓實時 壓胚的強度較大
- 顆粒大小, 細粉末的燒結性較好
- 顆粒尺寸分佈
- 表面材質
- 可流動性 flow rate
- 粉末可經流動而充滿模穴的情形
- the ease with which powder can be fed and distributed into a die
- 視密度 apparent density
- 每單位體積的重量
- the ability to fill available space with external pressure
- 可壓縮性 compressibility
- 壓縮前粉末與壓縮後物件的體積比
- effectiveness of applied pressure
- green strength
- 壓縮後的強度
- the strength of the pressed powder after compacting
- 影響PM成品的變數
- 粉末 type and size
- 潤滑劑 type and amount
- 擠壓壓力pressing pressure
- 燒結溫度和時間
- finishing treatment
- 粉末製造方法
- 霧化法 atomization
- 將低熔點金屬融化 以噴漆原理在氣流中噴射成極細的微粒(small droplets) 再冷卻固化
- 還原法 (chemical) reduction methoddeposition
- 用粉狀的金屬氧化物 在熔點下以與還原性的氣體接觸 deposition還原直接得到金屬粉末
- 鐵粉
- 電解堆積 Electrolytic deposition
- 於電解液中 鋼板作為陽極 不鏽鋼為陰極 通電後 電積鐵粉會沉積在陰極上 剝下後再加工
- 粉碎 pulveriztion
- 研磨 grind
- 熱解 thermal decomposition from particulae htdrides
- 溶液沉澱 precipitation from solution
- 金屬蒸氣 濃縮 condensation of vapors
- 預製合金粉末 prealloyed powders
- 用完全融化的合金製成
- 因純金屬混合時 燒結溫度在熔點以下 無法使純金屬變成合金
- 所以先製程合金後 再製成粉末
- Each powder particle can have desired alloy composition
- 霧化法 atomization
- 燒結 三步驟 (皆在無氧環境)
- burn off : 移除潤滑和黏著劑
- high temperature : 形成固體和結合
- cool period : 冷卻
- 等壓模造形 hot isostatic pressing
- 將粉末至於模中 在高溫環境用液壓或氣體加壓在粉末上
- 個處所受壓力相同 所以製品密度與強度很均勻
- 製造高密度產品
- high temperature metal deformation
- spray forming
- ceracon process
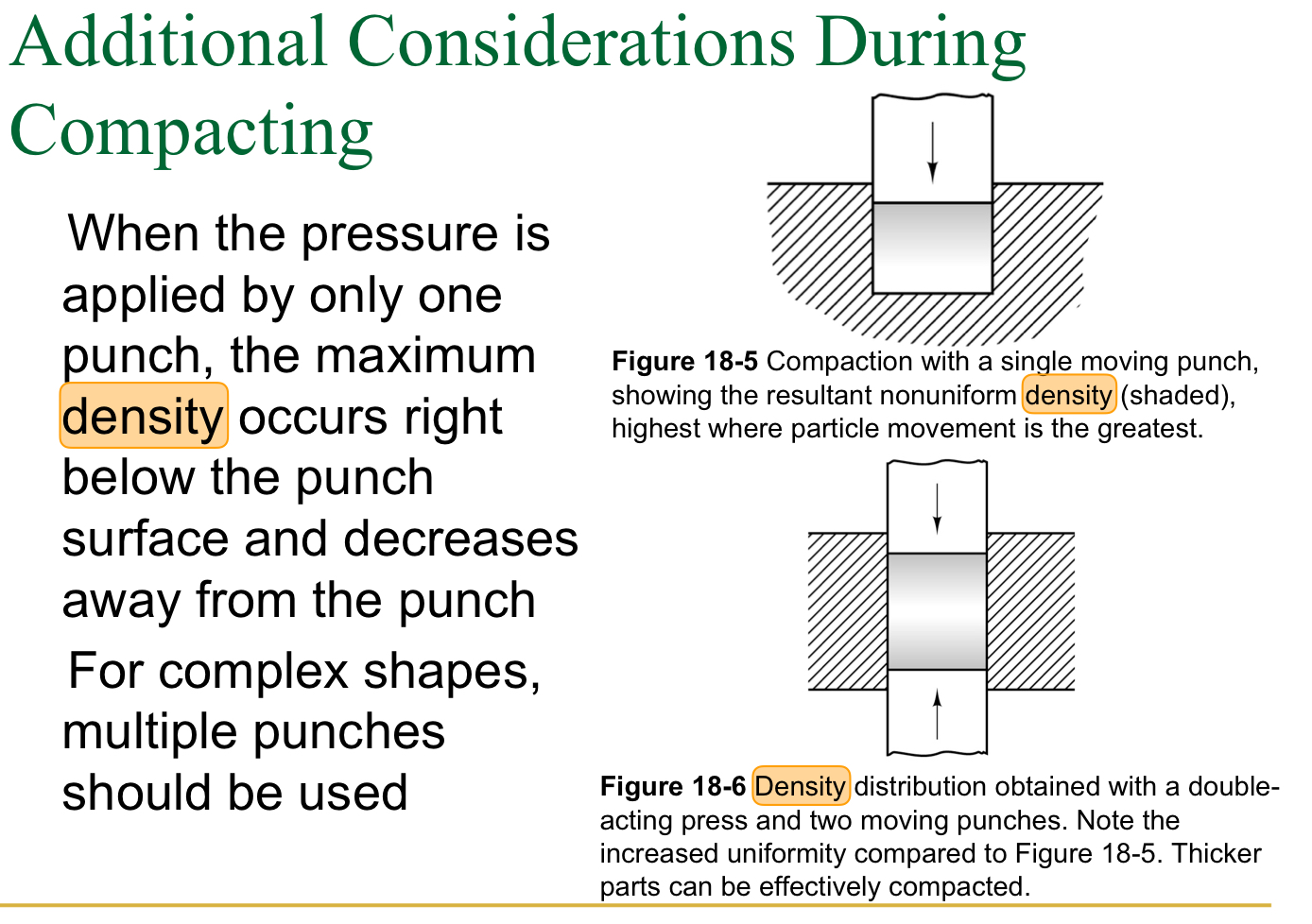
- 成品內部密度不均
- 當壓力只由一邊的punch提供時 最大密度會出現在接觸面那一側 然後遞減
- 若壓力由兩側的punch同時提供 可以增加密度的均勻度
- 設計原則(2個模具 1個空腔 2個斷面)
- 零件的形狀能從模具中取出
- 不應要求粉末流入小的空腔
- 確保零件的設計使得模具有足夠的強度和耐用性
- 確保零件的厚度能使其被充分壓實
- 使斷面厚度的變化上有較少變化 減少製程難度與確保製造一致性
Ch20
Fundamentals of Orthogoanl Machining
- cutting process 中的獨立變數
- 切削速度 Cutting Speed
- 工件表面上每分鐘被切除的材料量
- 增加切削速度可以提高生產率,但也可能增加刀具磨損和加工溫度
- 進給率 Feed Rate
- 刀具在每轉期間移動的距離或材料被切除的量
- 適當的進給率能夠平衡切削效率和刀具壽命
- 切削深度 Depth of Cut
- 工件表面到切削刀具頂點之間的距離
- 增加切削深度可以提高切削率,但也可能增加刀具負荷和振動
- 切削工具選擇
- 冷卻和潤滑
- 適當的冷卻和潤滑能夠降低刀具溫度、減少磨損、提高加工表面質量
- 切削速度 Cutting Speed
- chatter
- DOC
- is the primary cause and control of chatter
- 增加切削深度會增加切削屑的寬度,這可能導致切削屑堆積在切削刃上,增加刀具與工件之間的壓力和摩擦,可能引起刀削振動
- 增加切削深度將增加切削過程中刀具受到的負載。如果刀具受到過大的負載,可能會彎曲或振動
- 切削深度決定了切削過程中切削屑的寬度
- Feed
- 進給率主要影響 切削力的大小 和 切削振動 的嚴重程度
- 進給率越大,切削力越大,切削振動的嚴重程度也相對增加。
- 進給率對加工過程的穩定性(即是否發生刀削振動)的影響相對較小,更多的是控制振動的程度
- Speed
- 轉速是影響刀削振動的重要因素之一。適當的轉速可以調整相位差、控制振動再生,從而降低刀削振動的振幅
- DOC
Ch21
Cutting tool materials
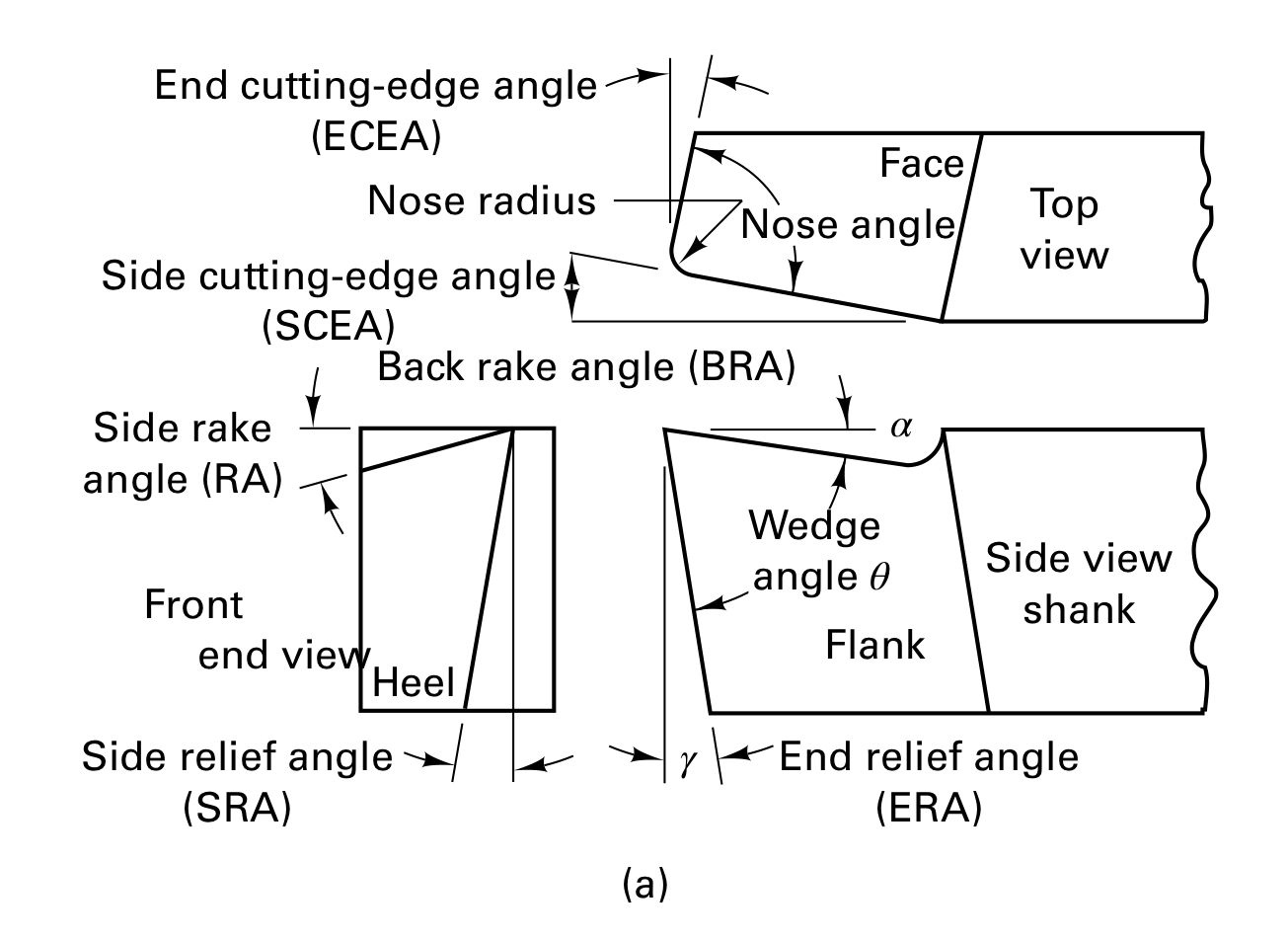
- 車刀外型特徵
- 側傾角 side rake angle
- 僅存:排削相關
- 車刀切刃面相對於車削方向的傾斜角度
- 影響刀具的切削力、切削溫度和切削振動
- 增加側傾角可以減小切削力和切削溫度,提高切削效率, 表面質量
- 過大的側傾角可能導致刀具振動和過度磨損
- 切刃角 cutting-edge angle
- 刀具主切削刃與工件表面之間的夾角
- 影響切削力、表面粗糙度和切削壽命
- 較小的切刃角可以減小切削力,提高表面質量,但也會增加刀具的摩擦和磨損
- 較大的切刃角可以提高切削壽命,但會產生較大的切削力和表面粗糙度
- 離隙角 relief angle
- 刀具切削刃和刀具後部的背角之間的夾角
- 提供足夠的空間,以避免切屑堆積在刀具上並降低刀具的磨損
- 適當的離隙角能夠改善刀具的熱穩定性、切削壽命和切削表面質量
- 鼻錐半徑 nose radius
- 刀具切削刃的末端形狀 決定了刀具與工件表面之間的接觸情況
- 較大的鼻錐半徑可以增加刀具的強度和壽命,並降低刀具與工件表面的壓力集中,有助於減少表面損傷和提高表面質量
- 側傾角 side rake angle
- the properties of tool steels (cutting tool) (前三個重要)
- 硬度 hardness : resistance to deforming and flattening 抵抗變形和壓扁的能力
- 韌性 toughness : resistance to breakage and chipping 斷裂和剝落
- 耐磨性 wear resistance : resistance to abrasion and erosion 磨損和腐蝕
- strength
- chemical stability
Ch22
Turing and Boring Process
- lathes
- 車削(Turning) 加工外部圓柱和錐形表面
- 鉆削(Boring)加工內部圓柱或錐形表面 是車削的一個變種
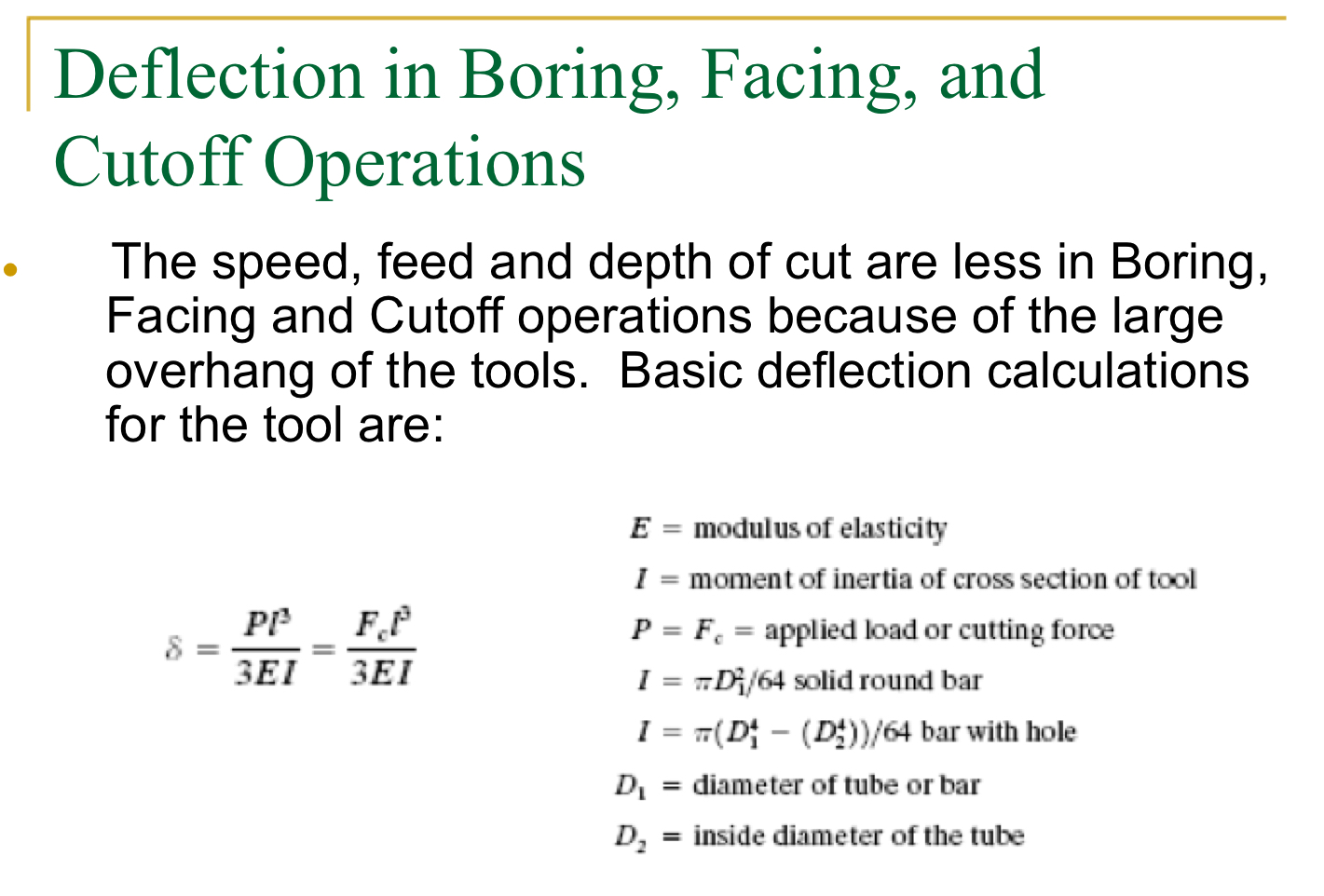
- deflection
Ch23
Drilling and related hole-making process
- Steps
- a small hole is formed by the web
- 由旋轉的刀唇形成切屑
- 切屑被螺旋槽的螺旋運動從孔中清除
- 鑽頭由鑽尖的邊緣或邊界引導
- twist drills
- three parts
- 鑽體(The body):由稱為螺紋槽(flutes)的螺旋槽和相互分隔的陸地(lands)組成
- 鑽尖(The point):有各種不同的幾何形狀,但通常具有118°的圓錐角度和24°的頂角(rake angle)
- 鑽柄(The shank):直或錐形的部分,用於讓夾具夾持鑽頭
- Requirements of a drill press (鑽床)
- 足夠的功率和推力
- 足夠堅固,以防止刀削振動(chatter)的發生
- 由底座、工作臺和支撐電動主頭和主軸的立柱組成
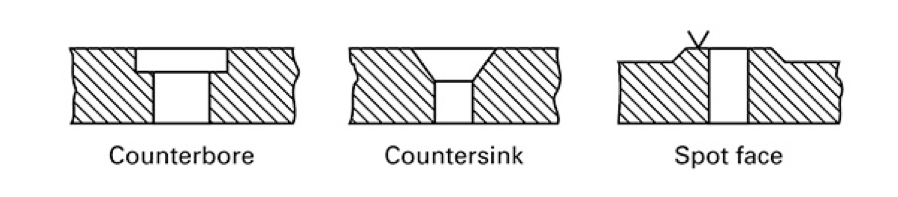
- Counterboring, Countersinking, and Spot Facing
- 沉頭孔(Counterboring):在鑽孔操作之後進行,或使用特殊的刀具進行鑽孔。其目的是產生一個平底孔,使螺栓頭或螺帽位於表面以下,並具有足夠的間隙以容納工具。
- 沉孔(Countersinking):類似於沉頭孔,但底部採用60°、82°或90°的斜角,以容納平頭螺絲或鉚釘。
- 面銑(Spot Facing):在孔周圍加工最小深度和直徑,以確保螺栓頭完全銜入。通常用於粗糙的材料表面,其中腐蝕或疲勞要求需要完全銜入(seating)。
- 特殊鑽床
- 聯動鑽孔機(Gang-drilling machines):具有獨立的立柱,每個立柱上進行不同的鑽孔操作,工件從一個立柱滑動到下一個立柱。這種鑽床適用於需要進行多個鑽孔操作的情況。
- 炮塔式直立鑽床(Turret-type, upright drilling machines):當需要連續進行多個鑽孔操作時使用,炮塔可以轉動並將所需的刀具定位到每個操作的位置。這種鑽床可實現快速而高效的鑽孔操作。
- 徑向鑽床(Radial drilling machines):用於大型工件,主軸安裝在徑向臂上,可在整個臂長度範圍內進行鑽孔操作。這種鑽床可以在徑向臂上的任何位置進行鑽孔操作,具有靈活性和多功能性。
- 半通用和通用鑽床(Semiuniversal and universal machines):通用鑽床的主軸頭可以繞水平軸旋轉到任意角度,半通用鑽床則可以有限度地旋轉。這些鑽床可實現多個角度和方向的鑽孔操作。
- 多主軸鑽床(Multiple-spindle drilling machines):單個動力頭可以操作多個主軸,從而同時進行多個孔的鑽孔操作,每個孔可以是獨特的。這種鑽床可提高生產效率,特別適用於需要進行大量孔的情況。
- 深孔鑽床(Deep-hole drilling machines):專用於鑽孔深度較大的工件。這種鑽床具有特殊的結構和刀具設計,可以有效地進行深孔鑽孔操作。
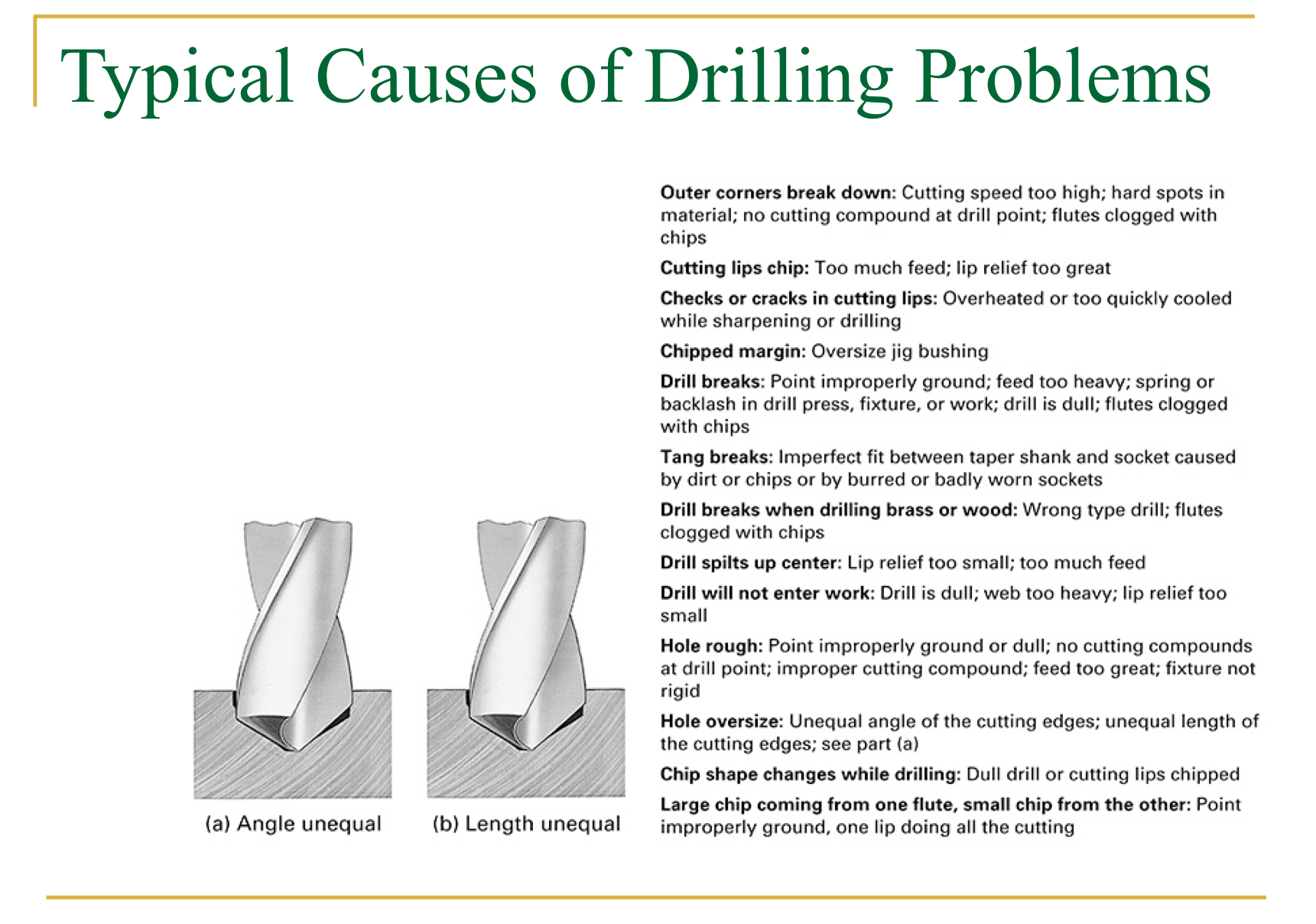
- Drilling problems
Ch24
Milling
- 種類
- Peripheral Milling 刀具的軸跟工件寬平行
- End Milling 刀具跟加工表面垂直
- Facing milling 刀具跟加工表面垂直 用刀具側邊來銑 會銑出一個壁面
- 
- Up and Down Milling
- 用 進給的方向(feed) 跟 刀具轉動方向(rotation) 區分
- Up milling
- 反方向
- 切削的厚度由小變大
- 加工的時候 受力是由小到大 先切下面軟的地方 氧化物最後才切到 加工力道漸進 所以可以讓刀具壽命長一點
- Down milling
- 同方向
- 切削的厚度由大變小
- 表面粗糙度較好
- 切削會往後噴 不會重復切到沒用的切削
- 
- Bed type Mill
- for deep cuts and heavy material removal
- the bed only had horizontal movement 沒辦法上下動
- Planner type Mill
- several heads to remove large amounts of material
- material is fed slowly into the machine
- 加工大平面
- large work pieces, heavy material removal
- consideration of a milling machine
- 主軸定位方式
- 轉速
- 機器能力(精度和準確度)
- 機器容量(工件尺寸)
- 主軸馬力(通常為機器馬力的70%)
- 自動換刀 automatic tool changing
Ch26
Abrasive machining process
- 磨輪(grinding wheel)的修整(truing)與削銳(dressing)
- truing
- 恢復原本的形狀
- 磨掉一小部分材料,以暴露出新的磨削介質,在磨損的晶粒上形成新的切削邊緣。
- dressing
- 清除堵塞的金屬切屑
- truing
- 砂輪的結構(structure)和等級(grade)
- structure
- depends on the spacing of the grits
- grade
- depends on the amount of bonding agent(posts) holding abrasive grains in the wheel
- is a function of the rate of fracture of the abrasive from the surface
- 等級越高,磨料脫落速率越快,砂輪越軟
- structure
- 減低磨輪時發生 顫震chatter 的可能性
- 沙粒
- 磨料顆粒的形狀不均勻,並且隨機分布在表面上
- 切屑可以切割cut、推擠plow 或在表面上摩擦rub
- 砂粒密度決定了切削刀片的負載
- 隨著砂粒材料磨損、斷裂或脫落,新的砂粒材料被暴露出來,從而形成持續的去除速率
- Abrasive machining can produce high localized stress (局部應力) and heat within the material resulting in abusive grinding
- Honing is used to remove small amounts of material to produce an exacting size and surface finish
- Centerless grinding
- 優點
- 磨削速度非常快速 連續進行
- 自動化操作
- 工件完全由工件支撐和調整輪支撐,這樣可以實現大量的切削
- 工件沒有變形,可以輕鬆實現精確的尺寸控制
- 大尺寸的砂輪,從而減少砂輪的磨損
- 缺點
- 特殊的機器 不能進行其他類型的加工
- 工件必須是圓形的,不能有平面
- 在磨削管材時,無法保證外徑和內徑的同心度
- 優點
- Honing
- 去除少量材料以達到精確尺寸和表面精度
- 旋轉和軸向擺動被用於在整個孔的長度上產生所需的表面
- Superfinishing
- 使用非常輕微、可控的壓力
- 快速進行 短行程
- 控制行程路徑,使單個砂粒永遠不會走同一條路徑兩次
- Lapping 拋光
- 將磨料介質嵌入較軟的介質(稱為拋光料)的加工過程
- 材料去除速度非常緩慢,通常用於去除加工和磨削痕跡,產生一個光滑的表面
- 被拋光油或冷卻劑帶走,需要經常更換